
PRB Coal Users’ Group

Click here for the PDF version of this paper
Introduction
OXISTOP, LLC, an Ohio based Limited Liability Company, is the sole distributor and applicator of the Oxistop line of ceramic coatings developed specifically for the fossil fuel power generation markets. In May of 2007, Oxistop International, LLC was formed to process the interest and demand for Oxistop Coatings in the international market.
Power generated from fossil fuel combustion relies on boiler tube integrity. Boiler tube failure can be related to the destructive nature of slag, oxidation, corrosion, erosion and abrasion. These issues, Affecting boiler efficiencies and reliability are becoming increasingly important due to the worldwide demand for more power and operational controls related to emissions regulations.
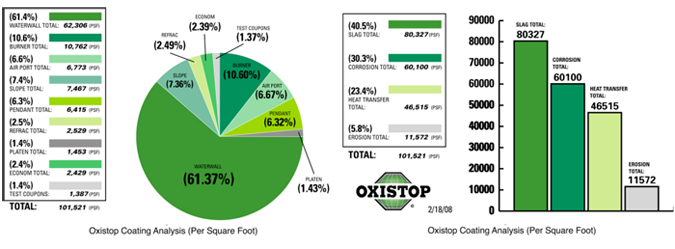
At a fraction of the cost of current alternatives, the Oxistop line of coating materials has been proven to stop or minimize the damage caused by these destructive conditions. As an added benefit of utilizing these materials, boiler tubes coated with Oxistop coatings will maintain optimum heat transfer into boiler water wall tubes by replacing the iron oxide protective (and insulating) layer and residue build-up that occurs when boiler tubes are subjected to high heat and coal combustion with a ceramic based protective barrier. This protective barrier will resist slag buildup that will decrease heat transfer through the boiler tube.
This material was enhanced and refined for specific applications in the mainstream pulverized coal market in October of 2004. Compared to metallic coatings such as thermal spray or weld overlay, the advantages include not altering the integrity of the tube itself, thereby preventing or hindering future repair work to the tubes as the thermal spray and overlay process will. Stress is not put on the tubes as with an overlay process; in fact Oxistop coatings will improve heat distribution. Oxistop coatings can be removed by grit blasting or grinding if required. Whereas thermal spray and overlay will reduce heat transfer, Oxistop coatings will enhance this process.
Oxistop Coatings Will:
- Reduce the oxidation of metals at high temperatures.
- Improve the temperature uniformity of boiler waterwall tubes.
- Reduce the abrasive wear of fly ash on boiler tubes.
- Reduce the buildup of combustion by-products in pulverized coal burning boilers.
- Improve heat transfer into boiler waterwall tubes.
- Demonstrate excellent corrosion and acid resistance at high temperatures.
Oxistop coatings are installed 6 to 8 Mils thick and will not crack due to expansion and contraction of the metal substrate. They can be used in conjunction with thermal spray technology, which will provide a cost effective package and act as a sealer for specific and severe applications where the attributes of both, in combination, are an advantage and greater then the whole.
Case Studies
Although boiler runs between planned outages of 12–36 months make evaluation of Oxistop coating trials time consuming, a number of repeat applications have been seen based on favorable observations and measurable data. Examples are as follows:
Case Study Number One
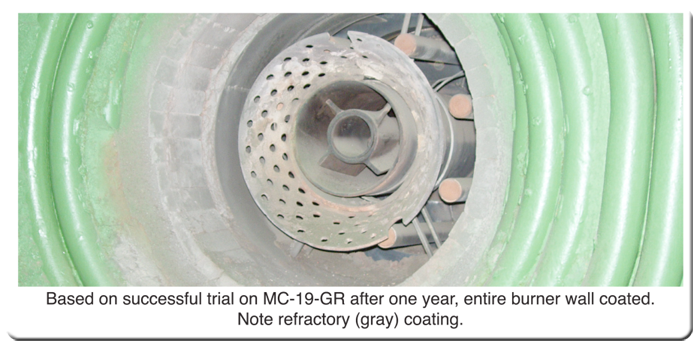
In June of 2004, the first trial of Oxistop MC-19-GR coating was installed in a 100 MW boiler burning eastern bituminous coal. A waterwall test area of approximately 120 square feet and two (2) burners of a sixteen-burner wall were selected to evaluate slag-shedding capabilities of the coating. Row “B” burners were identified and coated as eyebrow slagging was heaviest a that level. Economizer tubes were also coated to eliminate corrosion occurrence between tube shields and the tubes.
After one year of boiler operation, the coated burners developed no eyebrows and were slag free. During a planned outage in June of 2005 the coating material was found to be in-tack and continues to be in operation and performing into year three. As a result of this performance, the entire burner wall was coated (16 burners) and has continued to provide to date slag-shedding benefits, in addition to corrosion and erosion wear protection. Oxistop a GY-30 Refractory Coating was utilized to provide a slag shedding protective barrier to the burner refractory. Also coated were additional waterwall areas, for slagging and corrosion, and the underside of the upper slope to eliminate clinker buildup.
Case Study Number Two—Oxistop, Year Two: A Case Study
In April of 2006, Oxistop installed MC-19-GR coating was installed in the reheat box of a 192 net MW twin furnace boiler burning 100% PRB coal. Oxistop prepared the furnace walls by grit blast and coated the main combustion area and the lower part of the radiant zone of the reheat furnace from below the burners to above the over-fired airports. This totaled a little over 5,200 square feet. The application was comfortably completed in the time allotted.
Comparing twelve days of base line information compiled in March to data collected after 1½ weeks of seasoning the coating, the preliminary data indicated that the Oxistop coating application had enhanced heat transfer in the reheat furnace resulting in an increase in boiler steam output of 5-7 MW. The FEGT (Furnace Exit Gas Temperature) leaving the reheat box had decreased by 75 degrees. And the increase in load was accomplished burning the same amount of coal as before the coating installation. The treated waterwall tubes had less ash accumulations and water cannon usage was down about 75%. The Oxistop coating application paid for itself in a little over a month. Continued monitoring verifies the heat transfer remains improved after more than 1½ years since the Oxistop coating was applied.
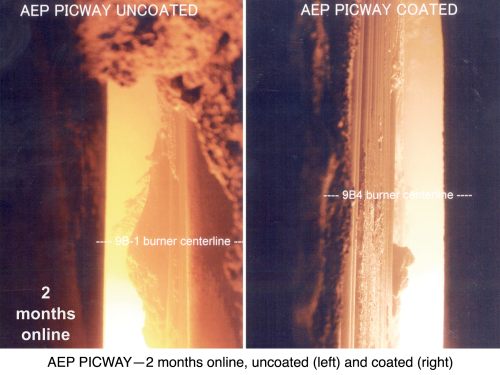
Huntley 68 Oxistop Coating Evaluation
Executive Summary
With the conversion to Powder River Basin (PRB) coal, 22 MW’s reduced the net output of Huntley 68. A de-rate portion was attributed to the light color and reflective characteristics of the PRB ash inhibiting the heat absorbed in the furnaces. This reduced the unit’s steaming rate and forced more heat to the superheat and reheat surfaces causing overheat failures of the tubes.
The Oxistop coating was first applied in Unit 68’s reheat furnace. The expectations were corrosion protection of the waterwall tubing below the over-fired air NOx ports, reduction in the ash accumulations on the coated walls, and an improvement in the waterwall heat absorption due to the coating dark green color. After comparisons of operating data from before and after the coating application, it was apparent that coating improved both the unit’s heat rate and load capacity and lowered the gas temperature leaving the reheat furnace.
The decision was made to apply the Oxistop coating to Unit 68’s superheat furnace as well. The analysis of post-application operating data showed a further gain in MWs and decrease in heat rate. The coating has contributed to the unit’s ability to again generate its original full load of 192 MW net. With the success of the Oxistop coating on Huntley 68, plans are being developed to apply the coating to the Huntley 67 furnaces.
A Technical Paper: The Domino Effect from Conversion to PRB Fuel
Click here to view power point slides (Slides 21-42, Conclusion)
The Oxistop Experience
Following the conversion to firing 100% Powder River Basin (PRB) coal in August of 2004, the maximum electrical output of Unit 68 dropped from 192 MW burning 13,000 Btu Eastern Bituminous coal to 170 MW burning the 8,500 Btu Western fuel. Several of the new fuel characteristics contributed to this 22 MW de-rate. First were, the increased volumes of the fuel required to fulfill the caloric requirement for the boilers. This exceeded the existing capacity for grinding the fuel. Also associated with the grinding preparation was the increase in hot air requirements to dry the higher moisture content PRB.
As another impedance to making load, the ash left after burning the PRB fuel had high concentrations of calcium and alumina resulting in a light colored and reflective deposit coating the boiler tubing. This light and shiny PRB ash deposit reduced the radiant heat absorption capability of the furnace tubing. Radiant heat transfer is predominant in and just above the furnace boxes. This is the area where the water-cooled wall surface collects energy and generates the steam that is separated off in the steam drum and sent through the finishing superheaters and on to the turbine. With the reduced absorption abilities of the waterwalls, the steaming capacity in the drum was reduced and therefore so was the steam flow through the turbine resulting in a reduced megawatt output. The heat not absorbed in the furnace carried over into the superheater sections at temperatures greater than the tube metals were designed for. This lead to a number of tube failures that forced the unit off line for repairs.
A moderate wastage rate was noted in both the superheat and reheat furnaces beginning at the middle level of coal burners and extending for several feet above the over-fire air ports. In looking for a product to protect the furnace walls from the oxidation of low NOx firing, an application was discovered that had several interesting properties. The ceramics in the coating protect the tube from the reducing furnace gas atmosphere that results in the low oxygen zones of low NOx staged firing. The ceramics also develops a super smooth finish after being cured by the temperatures of the initial start up after application. The smooth surface inhibits the ability of ash to adhere to the furnace walls causing ash to shed under its own weight after only minor buildups. And the third desirable property was the green coating color, which has a higher emissivity (radiant heat absorption ability) than an uncoated oxidized tube surface. The product application is not a complex procedure when compared to other tube coatings. The wall metal needs to be sandblasted clean and the coating is simply applied much like latex paint. The product can be washed off with water prior to fire curing.
The prospect of obtaining the oxidization protection for the waterwalls and the potential gains of cleaner wall surfaces and increased waterwall heat absorption lead to the decision to install a test application of the Oxistop coating. The initial appliance covering approximately 5200 sq. ft. of surface was applied to the reheat furnace during a one-week maintenance outage in early April 2006. The coverage area started just below the lowest level of burners and traversed 45 feet up the four walls of the furnace to within several feet below where the furnace noses kicks out from the rear wall. The purpose for the outage was for sandblasting the precipitator collecting plates. Due to the short duration of the outage, no other significant modifications or operational alterations were initiated. This allowed us to evaluate the Oxistop coating on its own merits. Since the unit would be starting up relatively clean, Unit 68 was run for approximately 1½ weeks prior to evaluation. The collected post-Oxistop data was compared to operating data collected over 12 day period prior to the maintenance outage.
Coating Effectiveness
Before management would approve monies for the Oxistop appliance, a plan was required to evaluate the successfulness of the expenditure.
A major concern was the durability of the coating and time before a re-application was required. The plan was and is to observe the coating at the next forced outage, during the scheduled outage in seven months, after a year of operation, following three years of service and at the five-year mark. The thinking is if the coating is intact and not showing signs of cracking and blistering, the tubes are not experiencing corrosion.
The improvements in the boiler operation were to be proved by comparing pre and post application data. The expected improvements were an increased steaming rate, a lower gas temperature leaving the reheat furnace, a reduction in reheat spray requirements, diminished water cannon activity and an improvement in the gross heat rate.
Evaluation of Operating Data Prior to and After Application of Oxistop Furnace Coatings:
The pre-coating data was collected at twelve (12) hour intervals (8:00 am & 8:00 pm) from March 1 through March 12, 2006 on Huntley Unit 68.
The post data for the analysis was collect at fifteen (15) minute intervals on April 19 between the hours of 11:00 am and 3 pm approximately 1½ weeks of operation after application of the coatings.
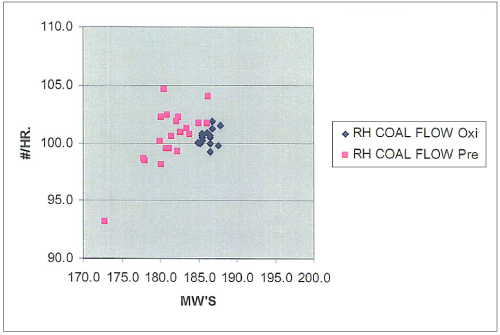
For the same reheat furnace coal flow, there is approximately a 5 to 7 MW increase in total output. This increased output could be argued to have come from higher BTU fuel. Subsequent graphs will confirm that the improvements in load are attributed to increased waterwall absorption.
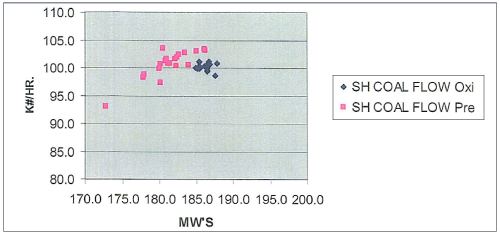 For the same reheat and superheat furnace coal flows, there is approximately a 5 to 7 MW increase in total output. This increased output could be argued to have come from higher BTU fuel. Subsequent graphs will confirm that the improvements in load are attributed to increased waterwall absorption.
For the same reheat and superheat furnace coal flows, there is approximately a 5 to 7 MW increase in total output. This increased output could be argued to have come from higher BTU fuel. Subsequent graphs will confirm that the improvements in load are attributed to increased waterwall absorption.
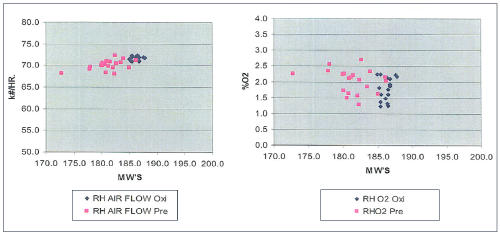
Since the same air flow in the same range of O2 readings produces a higher MW output this dictates that the BTU heat input from the fuel before and after were approximately the same. So regardless of whether we have a higher BTU fuel during the after coating test, the air says that the heat input is comparable. So the heat pickup in the furnace (increased steaming rate) must have increased.
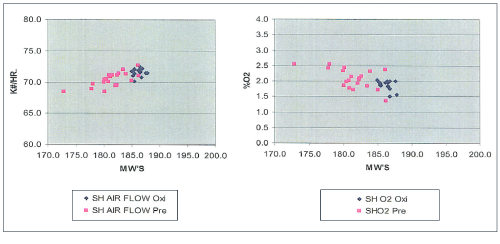
The superheat furnace airflow shows similar results; more megawatts for similar air flow. The again say the BTU input is nearly the same pre and post coatings. And again, more megawatts for the same heat indicated a higher steaming rate.

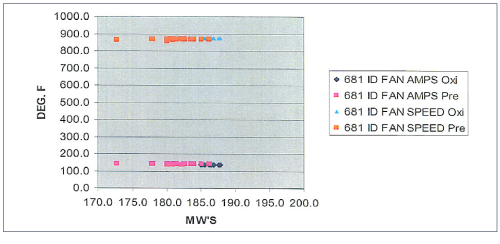
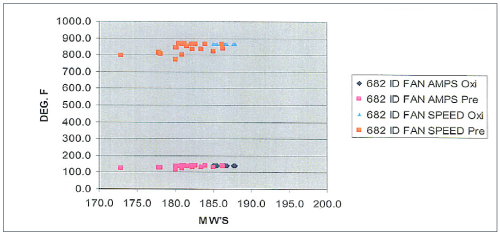
The ID Amps and speed confirm the consistency of the airflow pre and post application— slightly below pre-coating conditions.
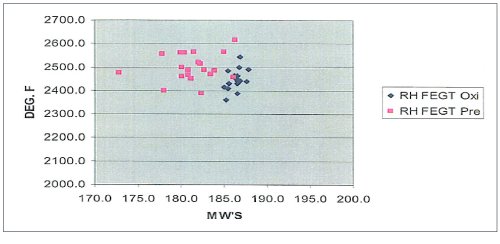
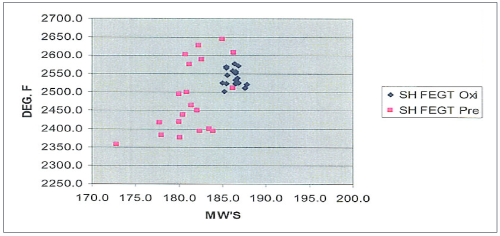
The 75° drop in reheat furnace exit gas temperature (FEGT) for the same furnace heat input implies that more heat is being absorbed in the furnace itself. The similar superheat FEGT reflects the consistency in superheat furnace heat absorption.
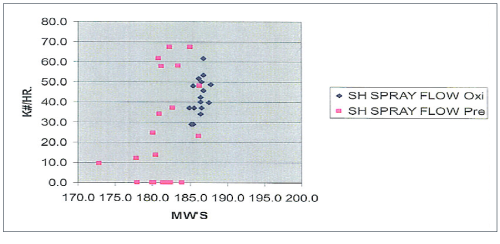
The drop in reheat spray flow reflects the decrease in temperature leaving the coated furnace. Superheat sprays remained in the same range.
NRG Conclusion
The April application of the Oxistop coating in the reheat furnace provided an improvement in the efficiency and in the capacity of Huntley 68. The conclusion was that the Oxistop coating improved furnace heat transfer. Following the positive reheat results, the Unit 68 superheat furnace was coated that fall 0f 2006 with further improvements in load and reductions in gas temperatures and enabling the unit to obtain pre-PRB conversion maximum load. The sister unit at Huntley received the Oxistop coating in both furnaces the following year allowing Unit 67 to reach pre-PRB full load also.
The remaining unknown about the Oxistop coating is its durability and the time period before a re-application of the coating is required. The product has a 20 year history in circulating fluid bed boilers that are subject to heavy abrasion with a typical life of about 5 years. Future inspections will tell us how the coating endures the higher heat fluxes in pulverized coal boilers and the thermal shocking introduced by the operation of water cannons.
In conclusion of the Huntley 67 application of the Oxistop coating applied to a 45 ft. height in the reheat furnace of Huntley 67 appears to have allowed a 5 to 7 MW increase in unit output while maintaining heat input into both furnaces at or slightly below pre-coating conditions.
Oxistop Conclusion
At a cost of approximately one tenth of weld overlay, the industry interest continues to climb regarding both the Oxistop brand of metal and refractory coatings. While not marketed or seen as a cure-all, Oxistop coatings do provide proven alternatives and options to current practices pertaining to high cost maintenance as well as boiler reliability issues. Oxistop coatings are user friendly due to the fact that they are non-toxic, air drying and quickly applied. Curing of the material is accomplished during boiler start-up with no holds or separate heating requirements. Consequently, other repair work in the boiler may continue during the installation process. Expanded use of Oxistop coatings will reduce maintenance costs and increase boiler efficiency and reliability over time. Durability has been demonstrated in initial Oxistop coating trials, beginning in 2004. Each subsequent application has shown staying power, in many cases outage-to-outage, and continued effective performance to date.
*ADDITIONAL PICTURES, PRODUCT INFORMATION AND USE CAN BE OBTAINED BY ACCESSING THE OXISTOP WEBSITE AT OXISTOP.COM. REFERENCES ARE AVAILABLE UPON REQUEST. © 2008, OXISTOP, LLC AND NRG, HUNTLEY POWER, LLC. Electronic access: This technical paper, and other Oxistop archives are available for download at www.oxistop.com.
The authors
Tim E. Batton
Oxistop, LLC
President and Senior Managing Member
John H. Kline
NRG, Huntley Power, LLC
Boiler Tech Services Engineer